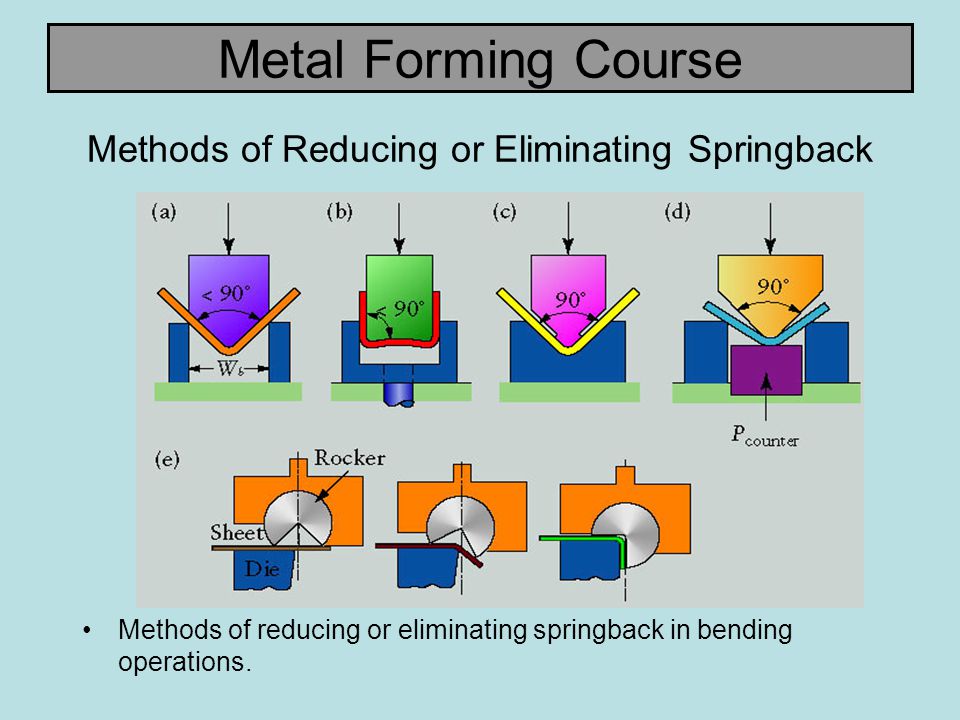
Methods Of Reducing Spring Back In Sheet Metal Operations
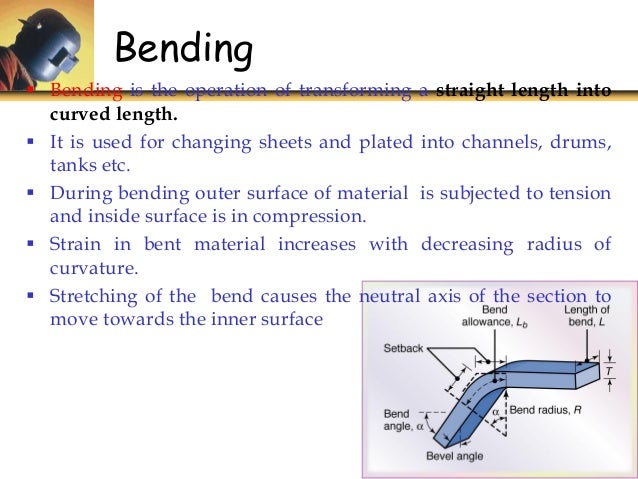
Sheet Metal Bending

Content Chart How The Environment Impacts Our Health Noise Pollution Acute Bronchitis Water Pollution
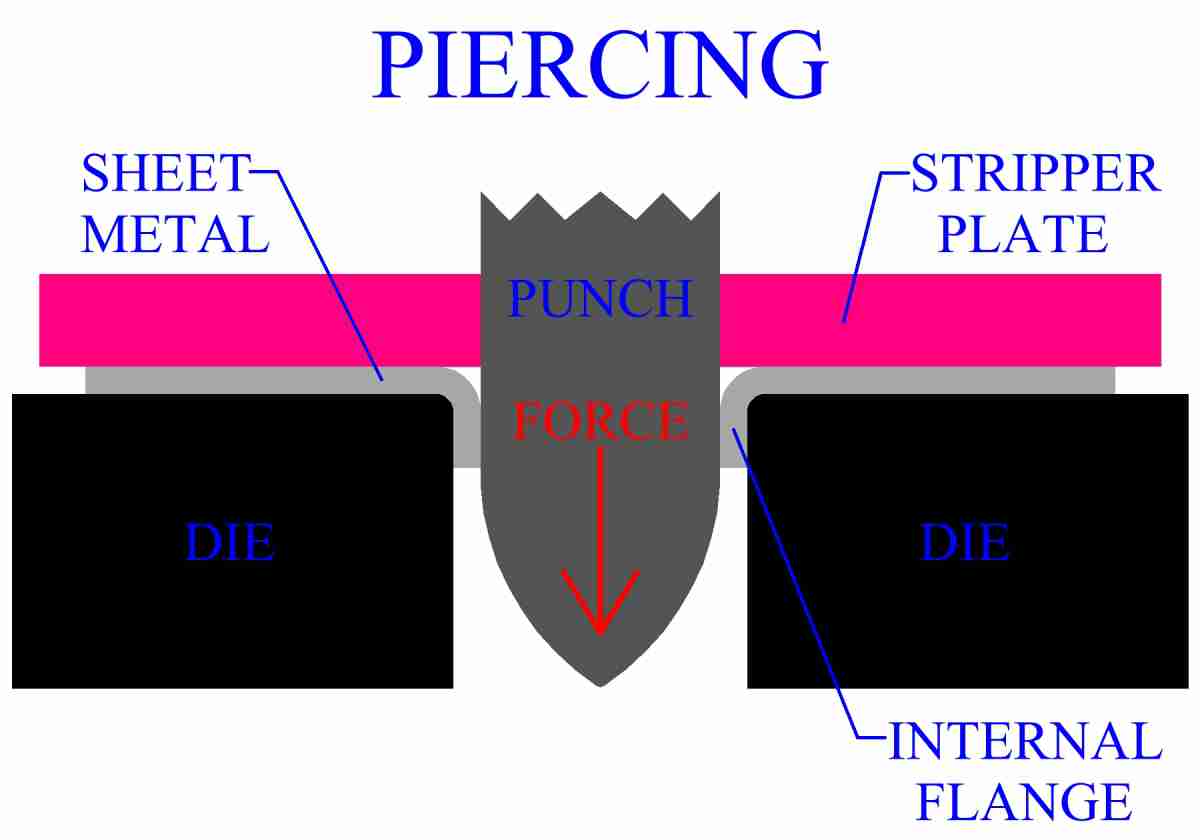
U4 P4 Sheet Metal Operation
Characteristics Of Metals Important In Sheet Forming Ppt Video Online Download
Sheet Metal Forming Processes And Equipment Machinemfg


The standard method of press forming the part requires many steps as opposed to only three steps.
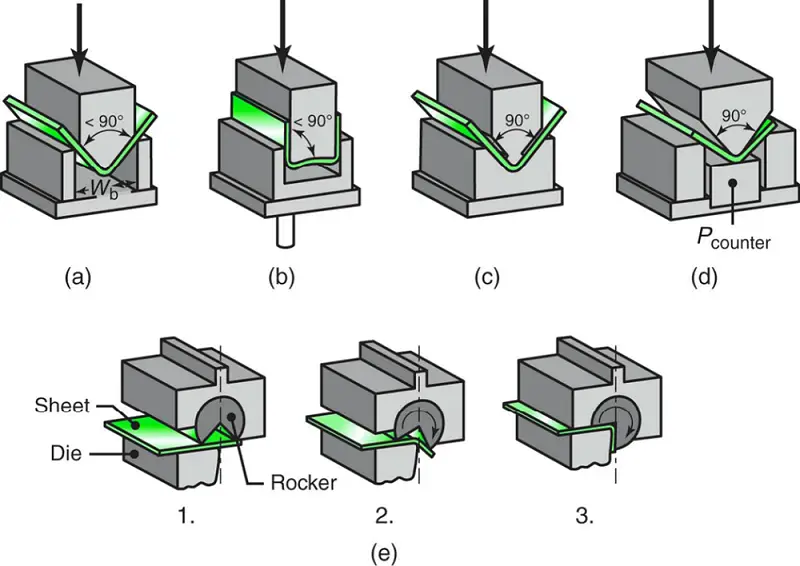
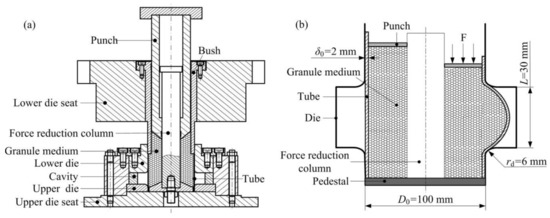
Methods of reducing spring back in sheet metal operations.

1954 Advertisement For Blackstone Automatic Clothes Dryer Clothes Dryer Compact Laundry Laundry Dryer
Http Www Faculty Fairfield Edu Wdornfeld Me311 Assocspringbarnes Springdesignhandbook Pdf

Combined Cycle Plant Gas Turbine Steam Turbine Methodologies5 Jpg 492 333 Steam Turbine Gas Turbine Turbine
6 Deformation Processes Unit Manufacturing Processes Issues And Opportunities In Research The National Academies Press

Sheet Forming Process An Overview Sciencedirect Topics
Metals Free Full Text Recent Developments And Trends In Sheet Metal Forming Html

Painful Medical Supplies Organization Medicaldoctor Medicalequipmentlogo Folding Beds Bed Boards Mattress Support

Domom Zipbite Nibbler Cutter Drill Attachment Double Head Metal Sheet Metal Cutter Metal Sheet Drill

Educational Sensory Gift Guide For Kids Gifted Education Education Mom Advice

Pin By Rosni Arshad On Clean Home House Cleaning Tips Clean House Helpful Hints

Deep Drawing An Overview Sciencedirect Topics

Hand Water Pumps Back In Style Homesteading And Livestock Mother Earth News Hand Water Pump Old Water Pumps Water Pumps
Http Web Mit Edu 2 810 Www Files Lectures 2015 Lectures Lec6 Sheet Metal Forming 2015 Pdf

Are Manufacturing Companies Ready To Go Digital Manufacturing Management Infographic Supply Chain

Falceosadochnyj Stanok Falcezakatochnyj Bri Svarcove Zl 1a Youtube Zingueria Dobladoras Herramientas

How To Edge Flowerbeds Like A Pro Via Flower Bed Edging Flower Beds Garden Edging

Kobalt 12 In 15 Amp Dual Bevel Sliding Compound Miter Saw In 2020 Sliding Compound Miter Saw Compound Mitre Saw Miter Saw

Mespack Is One Of The Most Reliable Manufacturers In India Of Form Fill Seal Machine Units Our Horizontal Form With Images Packaging Machine Packaging Food Manufacturing
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrsqma5mtzfkeynzurnzabompqsdqkk70teovnc5labhkz5zz I Usqp Cau
A Cool Diy Compost Bin If You Re Lucky Enough To Have A Little Outdoor Space To Compost Diy Compost Compost Bin Diy Garden Compost

Tutorial Fun Fold Card In 2020 Fun Fold Cards Card Making Tutorials Card Tutorials

Heavy Duty Metal Gripper Goodsvine Cool Tools Paneling Special Clothes

Us 7 35 K02 12v Dc 2a Electric Magnetic Lock Intelligent Cabinet Door Lock Fail Secure With Feedback Signal Hardware Accessories From Tools Industr

Ergo Gravity Zero Gravity Arm Ergonomic Solutions Zero Gravity Snow Shovel

Drill Machine Drilling Machine Drill Tool Design

Support Poteau A Fixer Rainure 9x9x15 Bati Pro Winox

Mount Your Central Pneumatic Retractable Hose Reel Item 93897 89 99 And Set The Ratchet System For The Air Hose Reel Retractable Hose Harbor Freight Tools

Stake Pocket Feature Allows You To Build Removable Wood Side Racks Making This A Very Versatile Trailer Spec Utility Trailer Welding Projects Woodworking

Gorgeous Hand Made Rustic Farmhouse Wood Shutters Rusticdecor Countrydecor Farmhousedecor Rustic Farmhouse Fixerupper Modernfarmhouse Baby In 2018
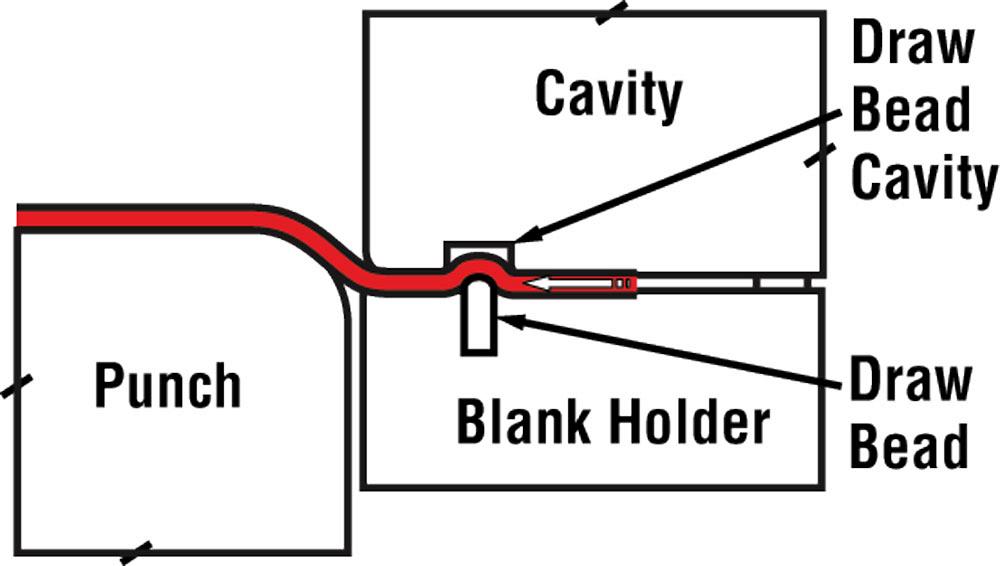
Die Science Controlling Metal Flow With A Blank Holder

Green Vip 3 0 Interchangeable Knockdown Vip 3 Green Soft Rubber Steel Panels Vip Products

Pin By Brian College On Welding Projects Plasma Cutter Welding Projects Welding Tools

Otos Co Ltd Protective Eyewear Safety Goggle Welding Shield Auto Darkening Welding Helmet Metal Fabrication Protective Eyewear

My Best Kept Secret Naptime Tricks Er Tips Best Kept Secret The Secret Tips

Driving The Racing Line Track Driving Racing Street Racing Cars

Pin On Garden Water

Art Welding And Engineering Weldingart Welding Art Metal Welding Welding

The Home Edit On Instagram Linen Closets Don T Need To Be A Jumbled Mess Put Baskets On The Linen Closet Linen Closet Organization Closet Organization Diy

12v Relay Pinout Electronics Mini Projects Electronic Circuit Projects Electronics Circuit

Handlebar Straight 14 Powder Coated Things To Sell Powder Coating Zip Line Backyard

300 Violin Orchestra Jorge Quintero 10 Hour Loop Youtube Motivational Songs Orchestra Music Motivation

I See 16 3 50 3 33 3 16 50 33 166 3 500 3 333 3 166 500 333 1666 3 5000 33 3333 3 1666 5000 3333 16666 3 50000 3 33333 3 Pinterest

Winter Birch Trees Winter Scene Winter Birch Trees Trees Winter Trees Autumn Trees Fall Trees Spri Winter Trees Winter Scenes Autumn Trees
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctq45oo8hcfpzzr7vwprdu8tyaefgjxnrtlvmichneibbg8hknl Usqp Cau
Source : pinterest.com
