Minimum Bend Radius 304 Stainless Steel Sheet
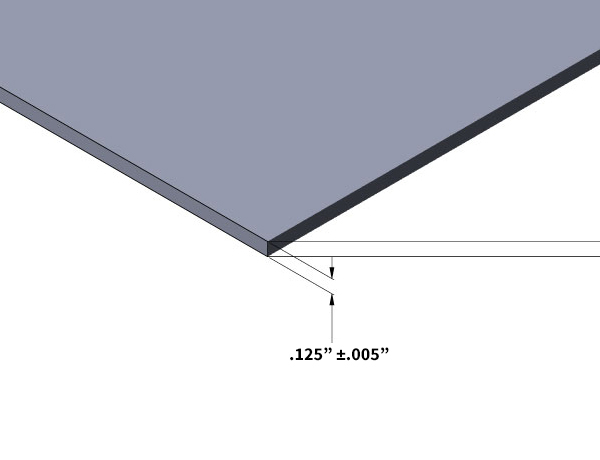
Stainless Steel Fabrication Tolerances
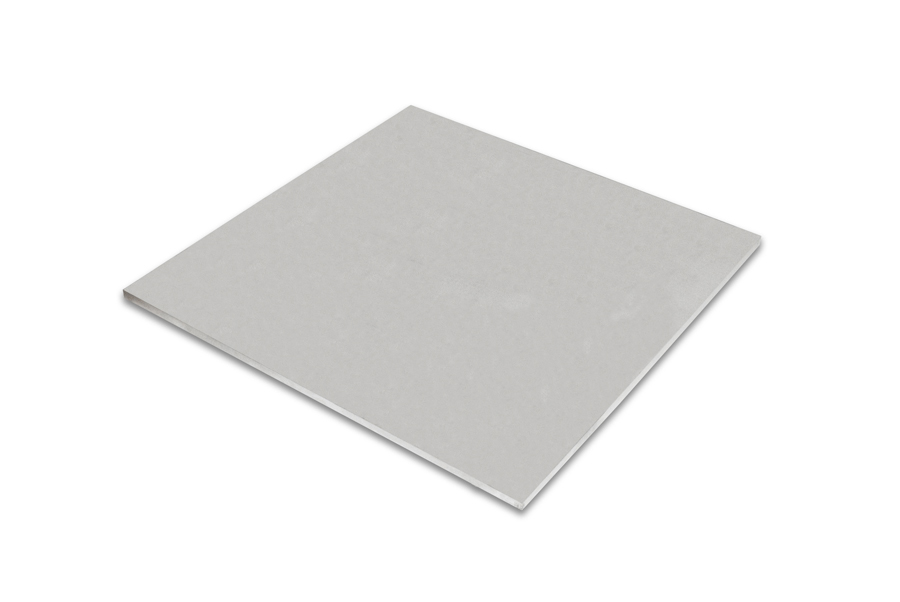
Stainless Steel Sheet

Custom Angle 304 Stainless 4 Finish Stainless Supply
304 Stainless Steel 2b Finish Stainless Supply

316lstainlesssteelsheet 2205duplexstainlesssteelplate Stainlesssteelpipesheetplate Stainless Steel Sheet Metal Stainless Steel Plate Stainless Steel Sheet

Sheet Metal Design Guide Geomiq

The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications.
Minimum bend radius 304 stainless steel sheet.
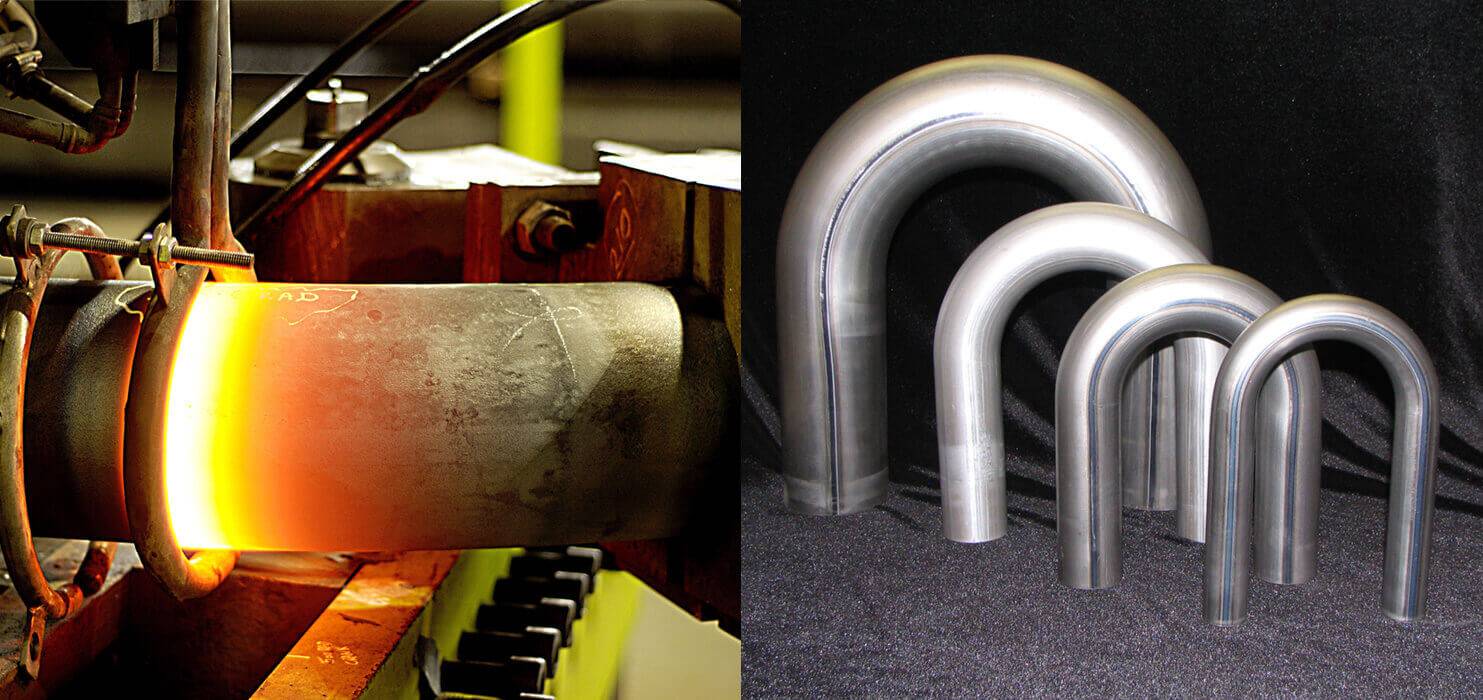
Stainless Steel 304 Pipe Bends Ss 304 Long Radius Bend 304 Ss Piggable Bend

Stainlesssteelsheetplate Stainless Steel Types 1 4401 And 1 4404 Are Also Known As Grades 316 A Stainless Steel Sheet Stainless Steel Types Steel Sheet Metal

Stainless Steel Sheets Stainless Steel Sheet Stainless Steel Plate Stainless Steel

4 Types Of Stainless Steel Great Plains Stainless
304 Stainless Steel Sheet Bright Annealed Ba Finish Stainless Supply

Stainless Steel Products Stainless Steel Pipe Wholesale Supplier From Nagpur

Austenitic Stainless Steel Strip For Springs 301 304 304l Tokushu Kinzoku Excel Co Ltd
316l Stainless Steel Plate Stainless Supply

Alloy 303 Austenitic Stainless Steel Plate Sandmeyer Steel

China Stainless Steel Sieve Bend Bar Screen For The Waste Water Water Treatment China Sieve Bend Screen Bar Screen
V Grooving And Folding Of Sheet Metals

Amazon Com Stainless Steel 90 Degree 38mm 1 1 2 1 5 Od Sanitary Weld Elbow Pipe Fitting Sus Ss316 Home Improvement

The Nickel Advantage Nickel Institute

Astm A240 N08904 904l Stainless Steel Sheet Ss Sheet Metal Cold Rolled

17 4ph 900 Stainless Steel Sheet Plate Shanghai Yieh United Corporation

Pdf Structural Stainless Steel Design Resistance Based On Deformation Capacity

Soleil Radius 16 Gauge Stainless Steel 15 X 20 Undermount Bar Sink With Pull Out Faucet And Soap Dispenser Wayfair
Vigo 36 Camden Stainless Steel Farmhouse Kitchen Sink With Grid And Strainer
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsumywioax5dgyi5erjll4puax Wp J6vjjzh16p Ut4edoooe6 Usqp Cau
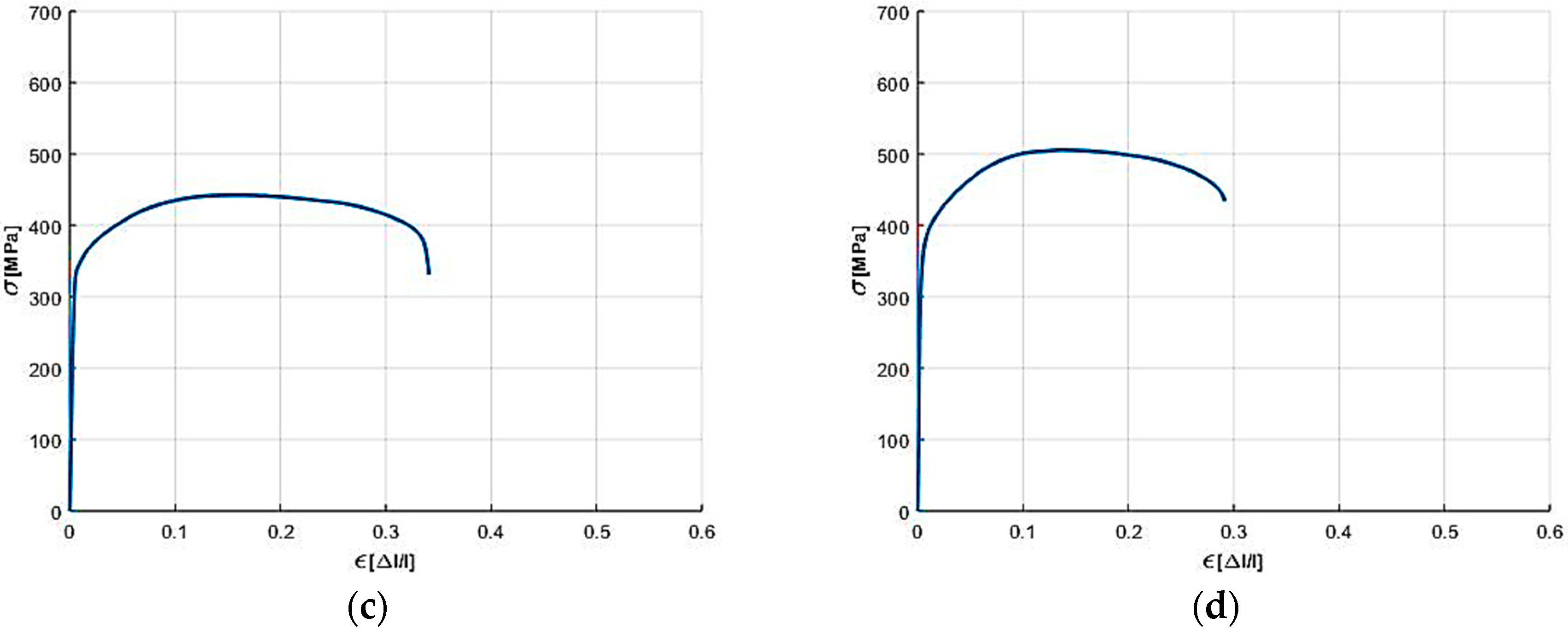
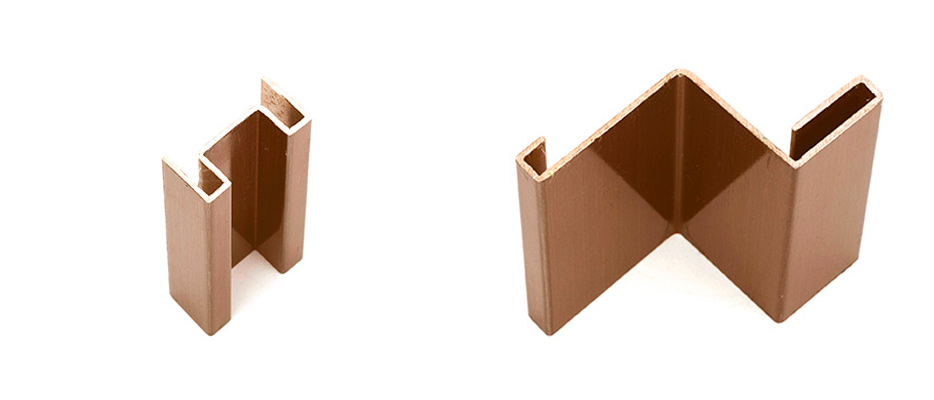
Metals Free Full Text Predictive Simulation Of Plastic Processing Of Welded Stainless Steel Pipes Html

Stainless Steel 304 Buttweld Fittings Uns S30400 Buttweld Pipe Fittings

Buy Stainless Steel Cut To Size Price And Order Online

China Square Stainless Steel Pipes Manufacturers Suppliers Factory Wholesale Price Greenbrier

24 Inch Stainless Steel Sink Wayfair

More Stainless Steel Manufacturer Listings

Pin On Garage Ideas

Ruvati 33 In Low Divide Double Bowl 60 40 Undermount Tight Radius 16 Gauge Stainless Steel Kitchen Sink Rvh7419 The Home Depot

Elkay Dayton Drop In Stainless Steel 25 In 4 Hole Single Bowl Kitchen Sink With 10 In Bowl Dpc12522104 The Home Depot

Stainless Steel 304 Pipe Fittings Austenitic Stainless Steel 304 Ansi Asme Pipe Fittings 304 High Strength Ferritic Steel Butt Welding Fittings Dealer

Home Improvement Best Cordless Circular Saw Cordless Circular Saw Stainless Steel

Astm A269 Tp 304l Stainless Steel Seamless Tubes Astm A269 Tp304l Tubes

301 1 2 Hard Tempered Stainless Steel Sheet Coil Ams 5518

Stainless Steel Tube Fabrication Bending Services Manufacturers And Suppliers In The Usa

Vigo All In One 36 Bingham Stainless Steel Double Bowl Farmhouse Kitchen Sink Set With Dresden Faucet In Stainless Steel Two Grids Two Strainers And Soap Dispenser

Torva 30 Inch Workstation Undermount Kitchen Sink 16 Gauge Stainless Steel Single Bowl With Stainless Steel Bamboo Cutting Board And Drain Tray 30 X 19 X 10 Inches Amazon Com

Vigo 36 Bingham Stainless Steel Double Bowl Farmhouse Kitchen Sink Two Grids And Two Strainers

Rene R1 1035s 16 16 Gauge Stainless Steel Amazon Com

431 Stainless Steel Plate Astm A240 Tp431 Sa 240 Gr 431 Sheet Ss 431 Hr Coil 431 Cr Shim

Microstructure Of 304 Stainless Steel Weld Metal A Macroscopic Download Scientific Diagram
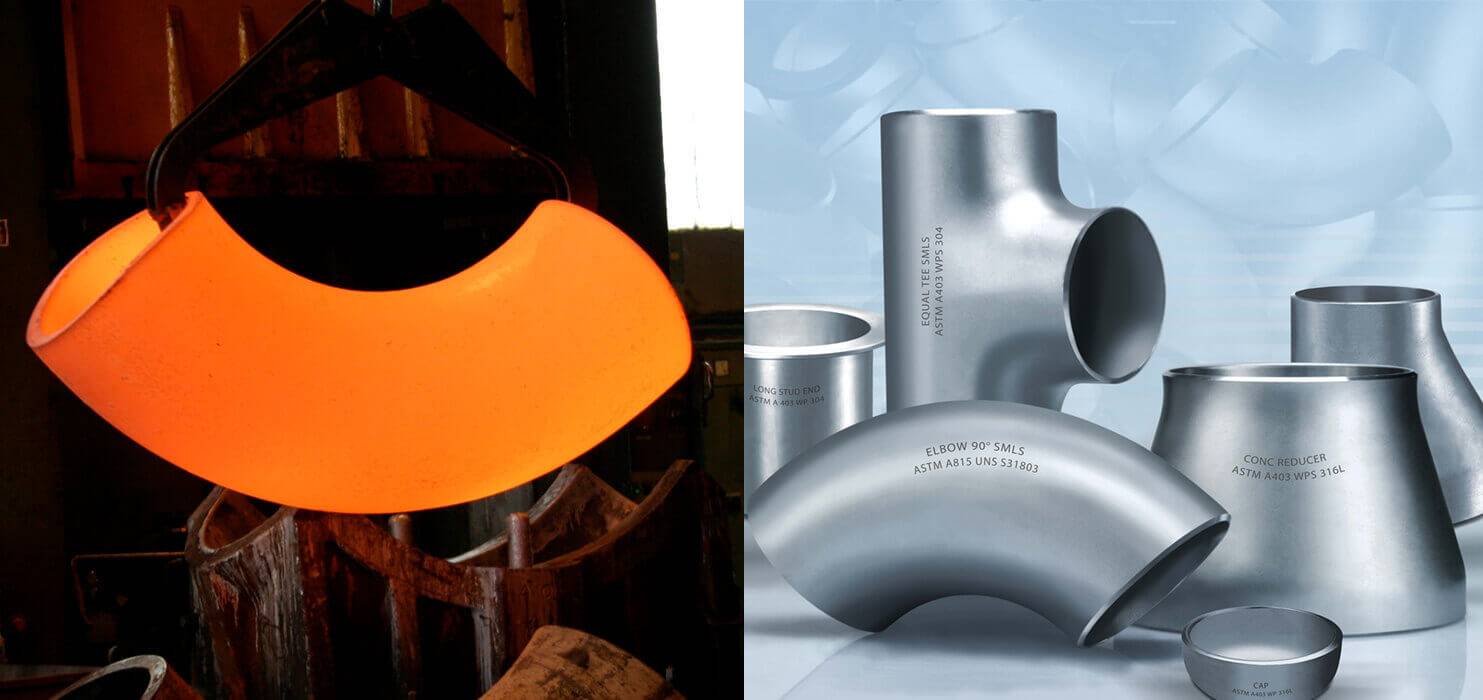
Stainless Steel 316 Buttweld Fittings Ss 316 Butt Weld Pipe Fittings 316 Ss Pipe Fittings

Metal Bending Minimum Bend Radius

Stainless Steel Bending Stainless Steel Rolling

Elkay Dsesr127221 Dayton Single Bowl Dual Mount Stainless Steel Sink Water Dispensers Amazon Com
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsk0ie75w Kabqcconsmsp3prrgojfmmy4wph1phvo Usqp Cau
Source : pinterest.com
