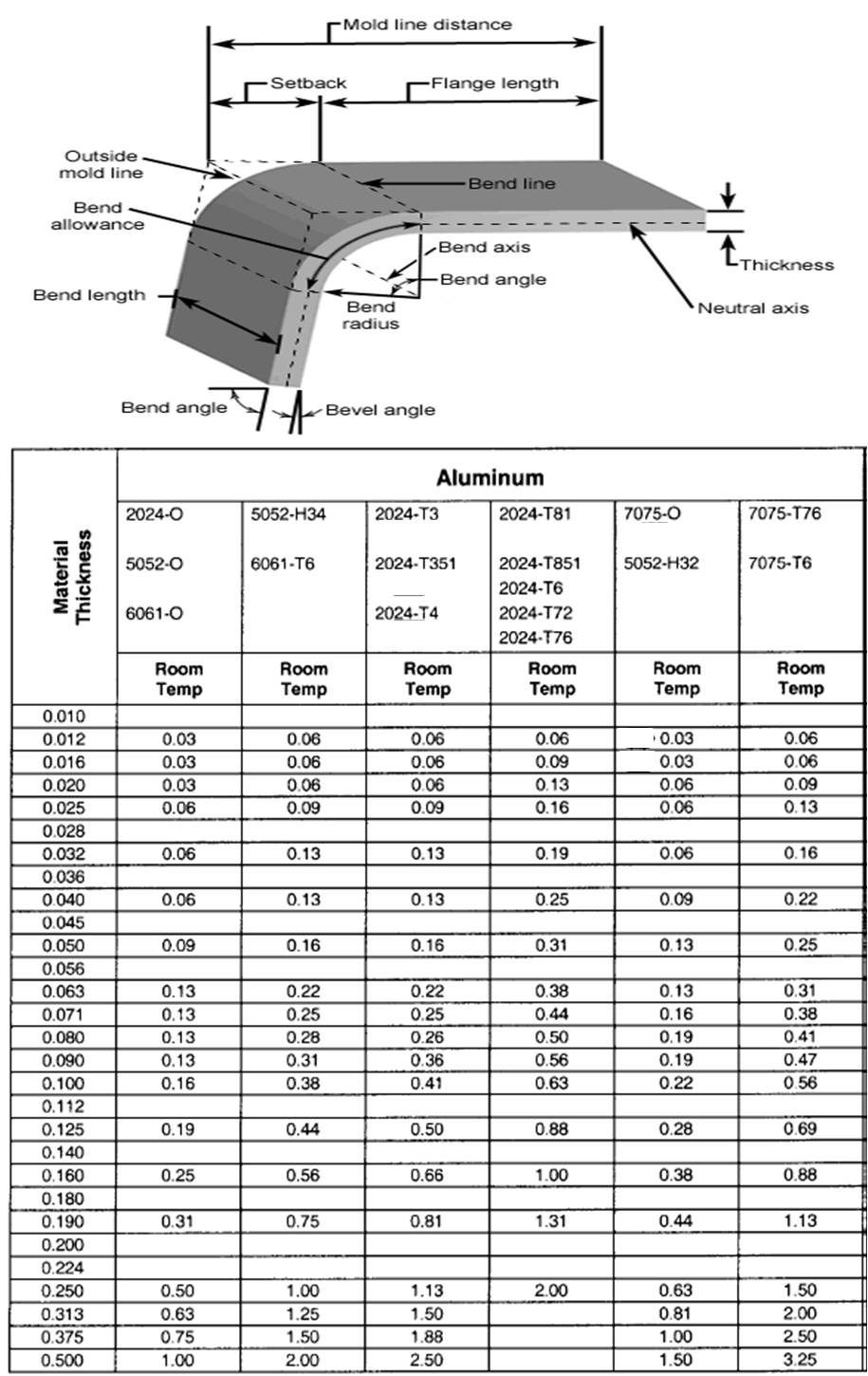
Minimum Bend Radius For Sheet Metal Parts

Layout And Forming Part One

Minimum Versus Recommended Inside Bend Radius

Sheet Metal Design Guide Geomiq

Layout And Forming Part Two

Bend Radius Solidworks More Brackets Sling2

Bending Basics The Hows And Whys Of Springback And Springforward

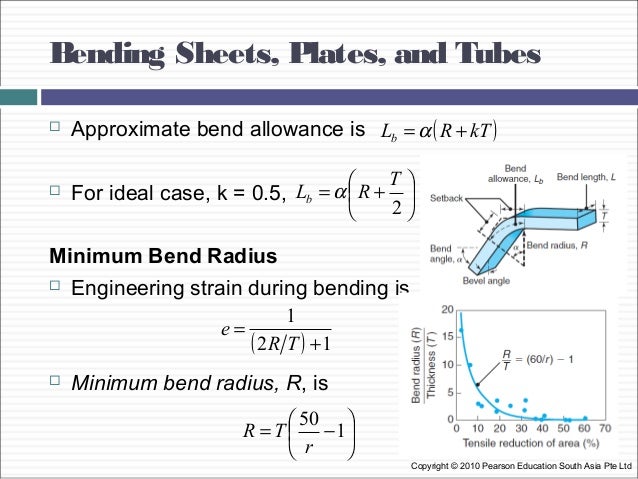
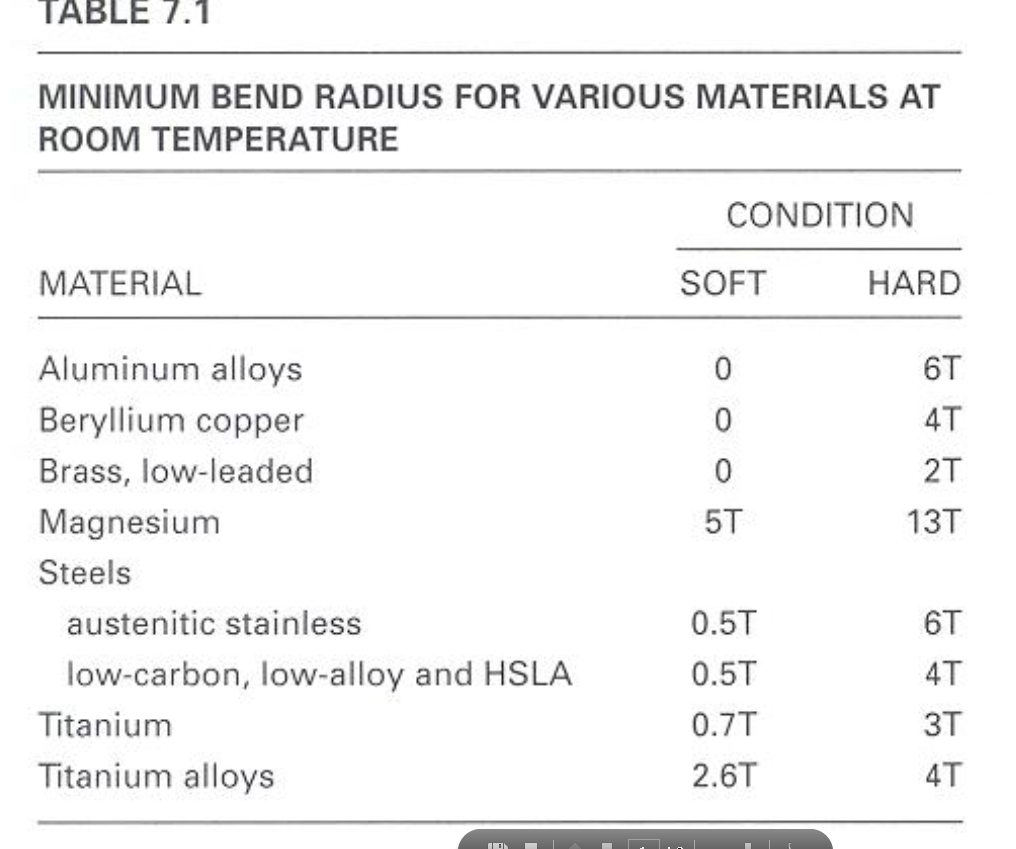
In steel between 0 5 and 0 8 in.
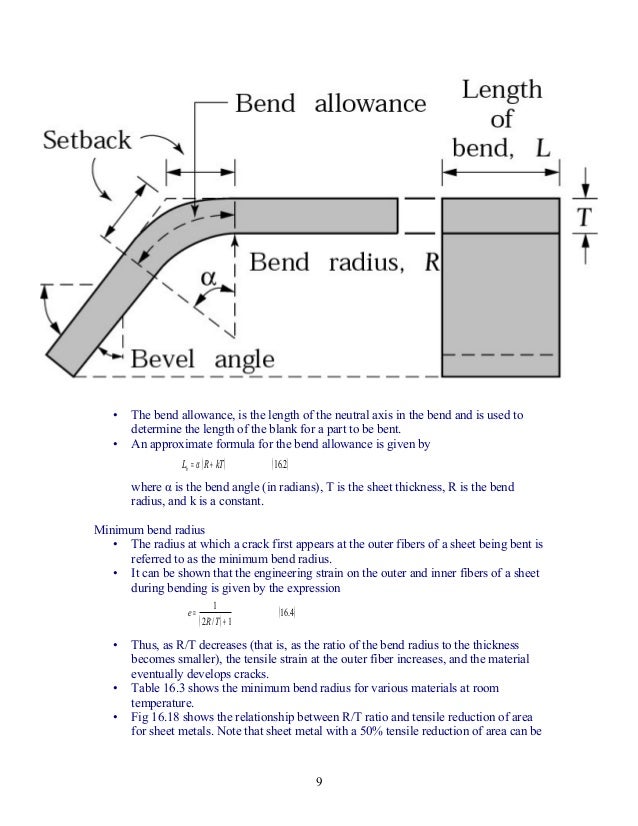
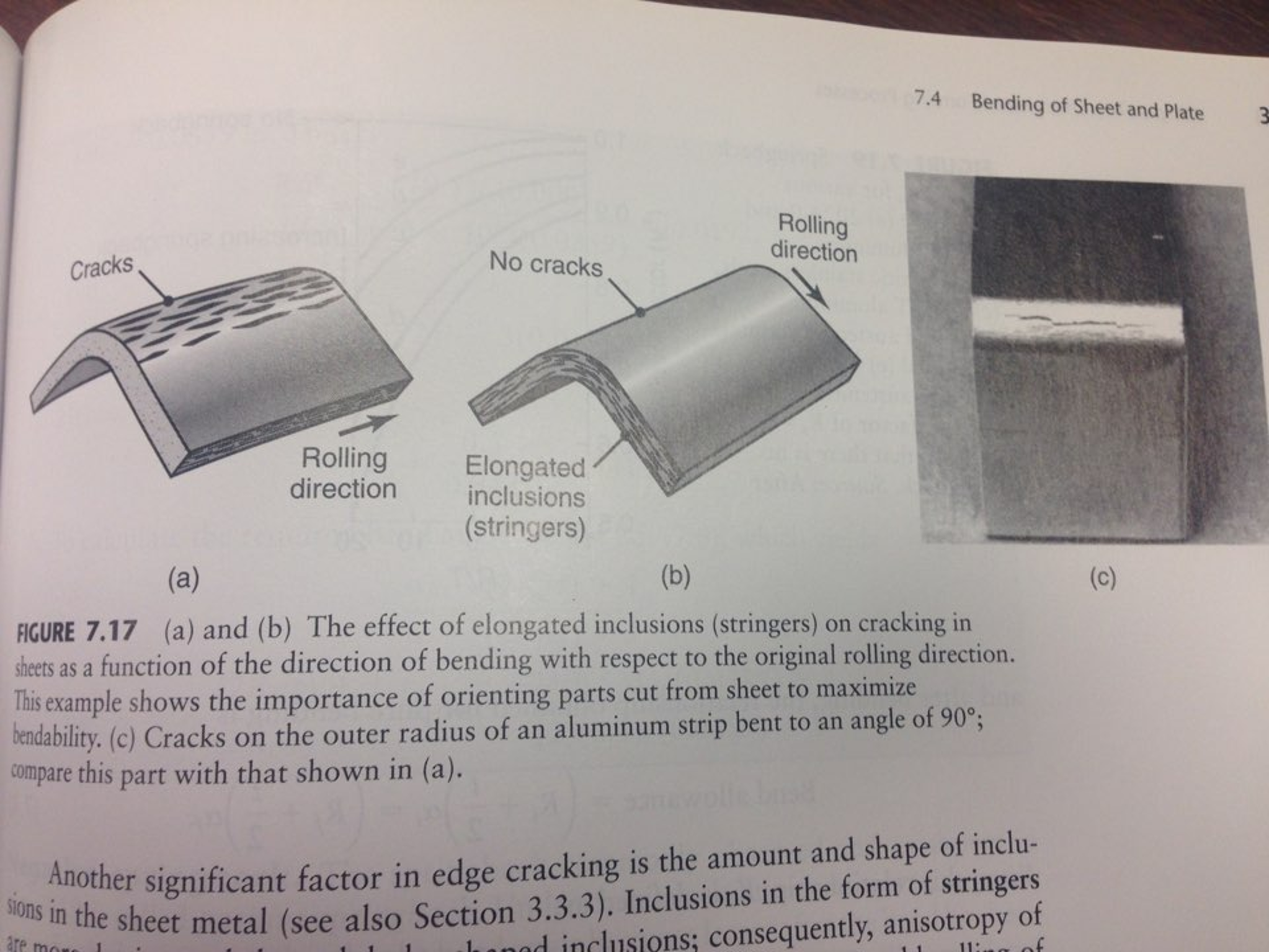
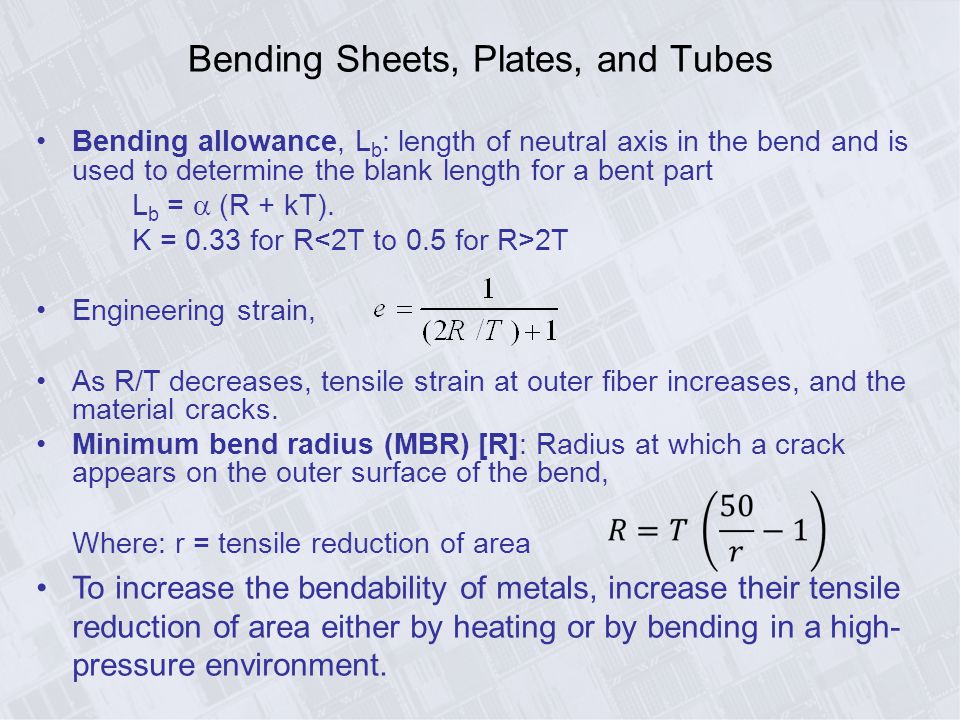
Minimum bend radius for sheet metal parts.
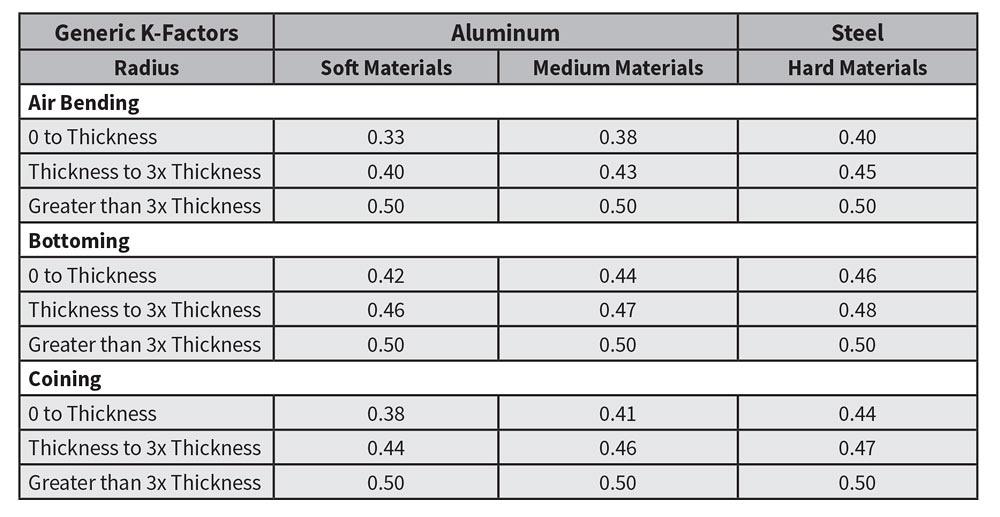
Analyzing The K Factor In Sheet Metal Bending
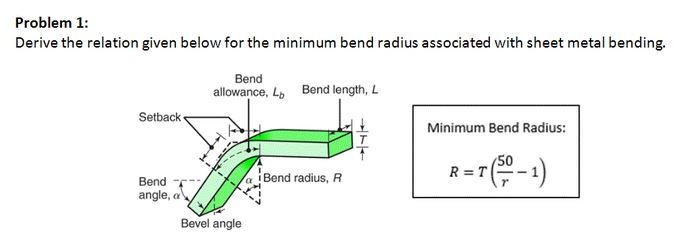
Solved Problem 1 Derive The Relation Given Below For The Chegg Com
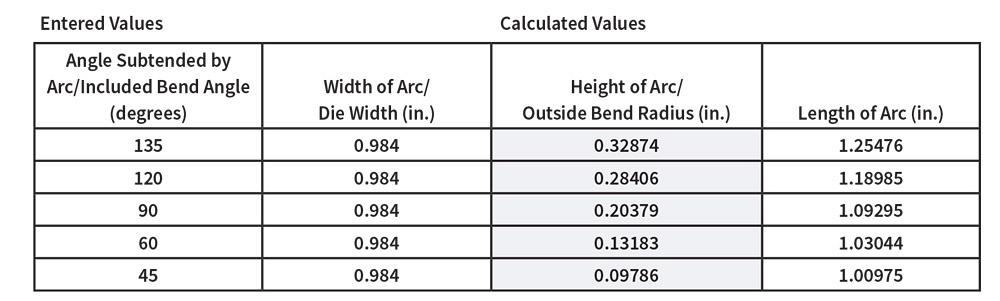
Predicting The Inside Radius When Bending With The Press Brake

7 Must Follow Sheet Metal Design Guidelines To Strengthen Your Design
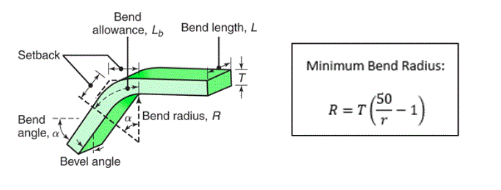
Solved Derive The Relation Given Below For The Minimum Be Chegg Com

Inconel 625 Sheetmetal Parts Bending Mechanical Engineering General Discussion Eng Tips

Bending Basics The Fundamentals Of Heavy Bending

Following Dfm Guidelines For Working With Sheet Metal Machine Design

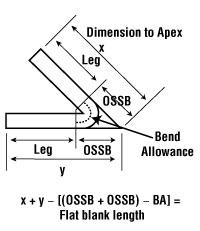
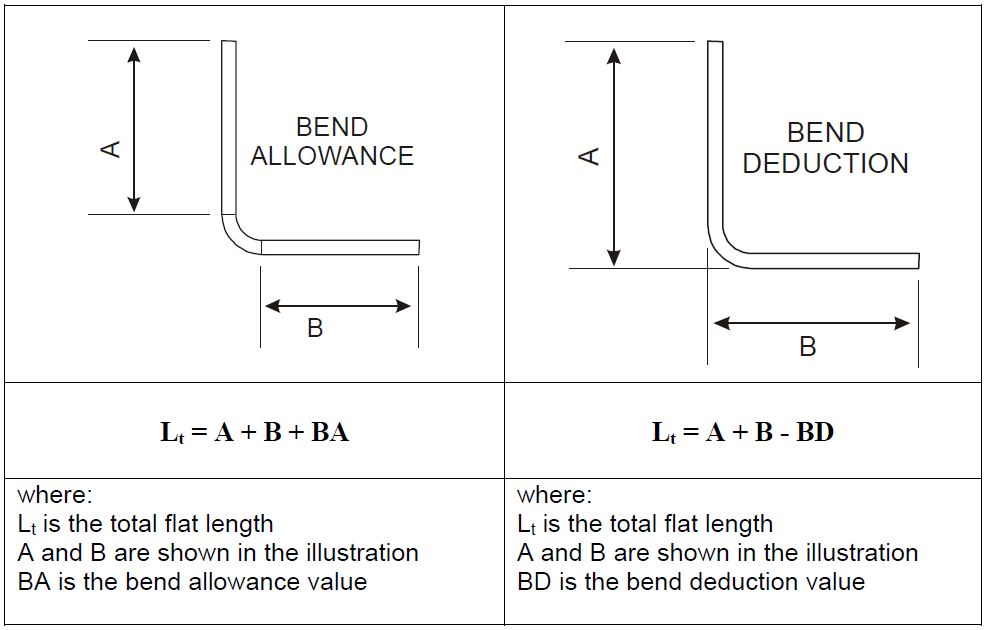
Bend Allowance Sheetmetal Me
Aluminum Plate Minimum Bend Radius Aluminum Plate
Design Guidelines Sheetmetal Me
Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts
Bending Basics How The Inside Bend Radius Forms

Which Aluminum Alloy Bends Best Clinton Aluminum
Sheet Metal Design And Design Considerations
Aluminum Sheet Aluminum Sheet Bend Radius

Sheet Metal Bend Radius Unfold Table Autodesk Community Inventor
Metal Bending Metal Folding Service Fractory
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau

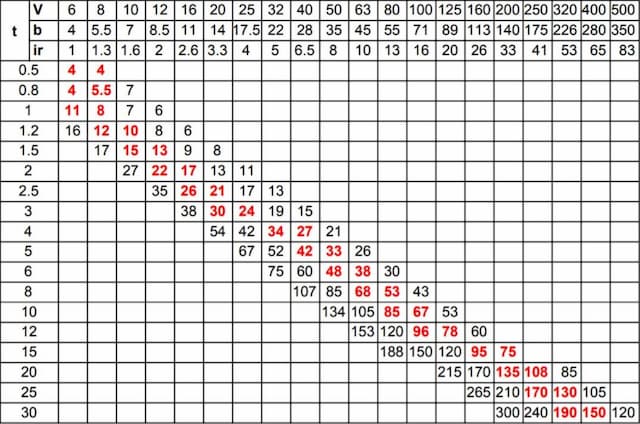
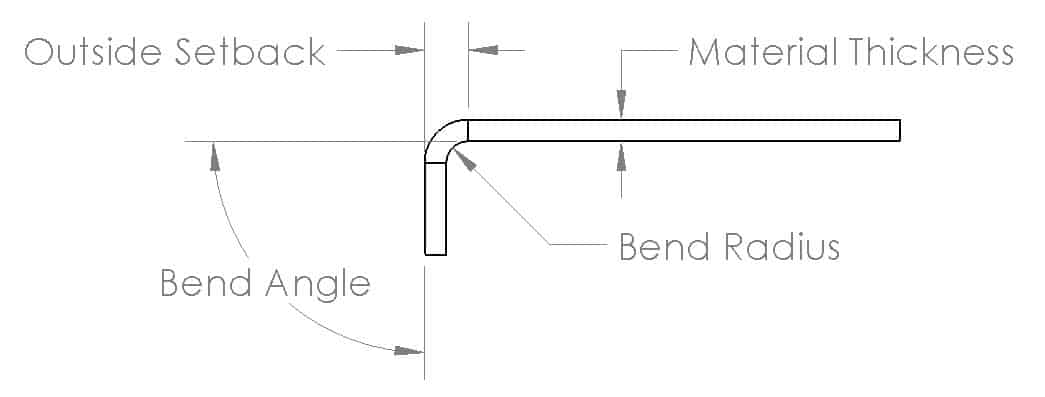
Minimum Bend Radius Calculator In Sheet Metal Or Plate

Sheet Metal Manufacturing The Definitive Guide Blog

Sheet Metal Understanding K Factor
Tips For Bending Sheet Metal Make It From Metal
Sheet Metal Processes
6 Factors Affecting The Bending Radius Of Sheet Metal Machinemfg
Sheet Metal Working 1
Theory Of Bending
Chapter5 Sheet Metal Forming
Key Design Principles For Successful Deep Drawing
5 Sheet Metal Design Tips For Easy Manufacturing Bright Hub Engineering

Minimum Bending Radius Something To Pay Attention
Advanced Catia Sheetmetal Grabcad Tutorials

Sheet Forming Process An Overview Sciencedirect Topics
Solved Calculate The Minimum Tensile True Fracture Strain Chegg Com
Find The Minimum Bend Radius Needed To Cause Crack Chegg Com

Bending Design Considerations

Degarmo Chapter 19

Bending Metalworking Wikipedia
Sheet Metal Forming Processes Ppt Download
What To Do When Cutouts And Other Components Need To Be Placed Close To A Bend Protocase Blog
Radius Types Formed By Air Bending On A Press Brake
Sheet Metal Forming
Minimum Bend Radius For Sheet Metal Parts The Engineering Exchange
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrxyunuc5clvkisocuqvbwwklx2vmcr7ngn Govoozge0d9zd5t Usqp Cau
Source : pinterest.com
